切削油剤の管理
切削加工に使用する潤滑油剤の管理
切削油剤は、管理を行わなければ急速に劣化が進みます。 管理を怠れば、製作した製品を汚したり、錆(さび)を発生させたりしてしまいます。 管理のポイントは、油剤劣化につながる原因を作らないことです。
水溶性切削油剤の管理項目
| 管理項目 | 管理基準 | 料金 |
|---|---|---|
| 外観 | 著しい変化がないこと | お問合せ下さい |
| 臭気 | 腐敗臭がないこと | |
| pH | 9.0以上 | |
| 濃度(希釈倍率) | メーカーの推奨倍率±20% | |
| 生菌数(個/mL) | 細菌:1000000個/mL以下 | |
| 真菌:1000個/mL以下 | ||
| 汚れ(浮遊固形物質量) | 50mg/L以下 | |
| 希釈水の水質 | 全硬度:100mg/L以下 | |
| リン酸イオン:1mg/L以下 | ||
| 硫酸イオン:10mg/L以下 | ||
| 塩化物イオン:10mg/L以下 |
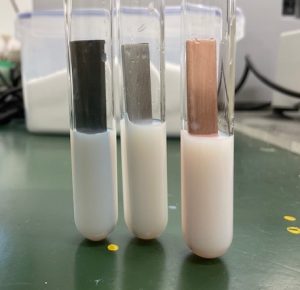
金属腐食試験
〇水溶性切削油剤の腐食性試験を行います。
銅板・鋼板・アルミニウム板を用いて室温中・48時間で行い変色の有無を観察します。
基本的に、A1種水溶性切削油剤につきましては、1/20倍にして、A2とA3の水溶性切削油剤については3/200倍で試験をいたします。
濃度調整についてはお問合せください。
温度につきましては、原則室内で行いますが、特定の温度でご希望の際はお問合せください。
不水溶性切削油剤の管理項目
| 管理項目 | 管理基準 | 料金 |
|---|---|---|
| 外観 | 著しい変化がなく透明であること | お問合せ下さい |
| 動粘度(40℃) | 新液時±30% | |
| 水分 | 0.1%以下 | |
| 汚れ(浮遊固形物質量) | 50mg/L以下 | |
| 引火点(COC) | 新液時±20% | |
| 密度 | 新液時±0.02g/cm3 | |
| 銅板腐食(100℃、1時間) | 新液と同等 | |
| 脂肪油分量 | 新液時の70%以上 | |
| 色相 | 規定なし |
お問合せ
[名古屋営業所] 愛知県名古屋市守山区下志段味1-3108TEL:052-736-4111 FAX:052-736-4471